ハイパーノズル(16穴)の場合
ハイパーノズルにはエアーブローの長さの目安としてパワーノズルの先端から2.5mmと4mmの位置にライン加工を施してます。
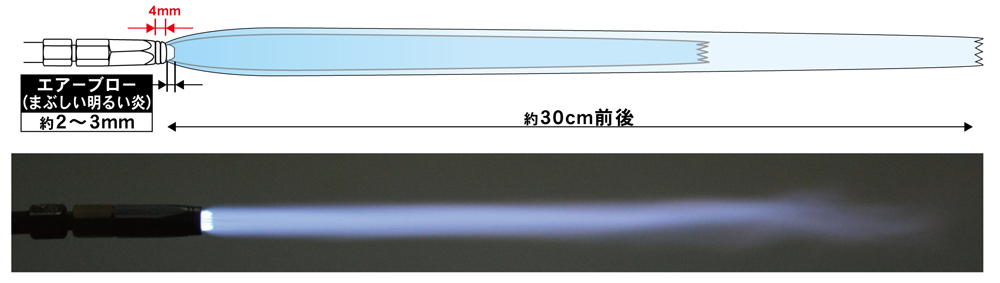
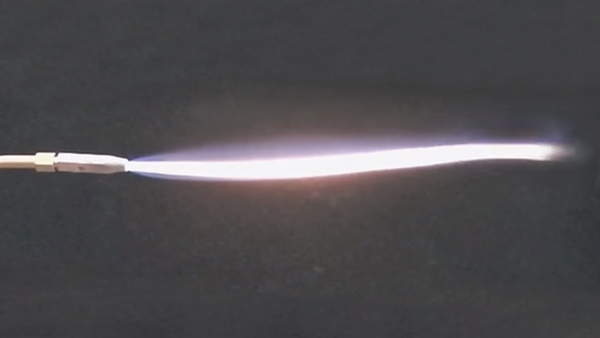
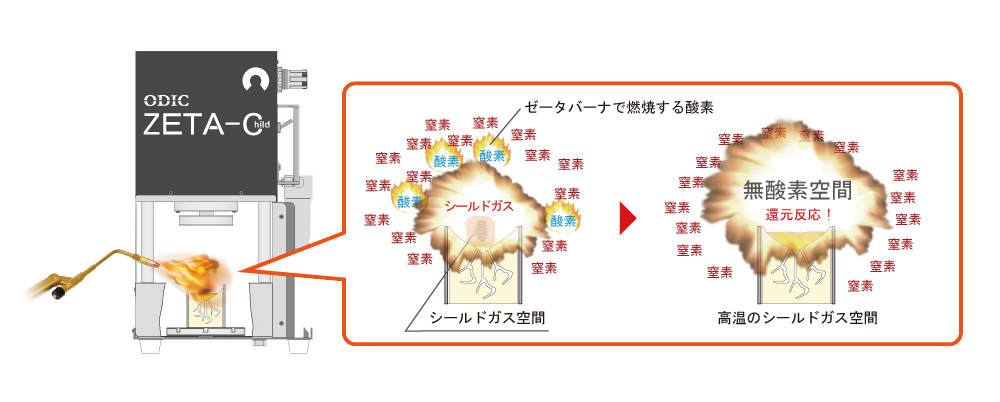
①プロパンガスバルブ(赤)のみを開いて着火させ、その後、炎が消えないように酸素バルブ(黒)を開き、炎の全長が約30cm前後になるまで酸素を出してください。
②再度プロパンガスバルブ(赤)を開き、炎の太さを太くしてから酸素バルブ(黒)を開き、炎全長を30cm前後にします。
③炎全長が30cm前後の時にエアーブローの長さが約2~3mmになるまで②を繰り返しおこなってください。酸素を出すと炎が細くなるため、プロパンガスを出し炎の太さも調整してください。
④ハイパーノズルの先端から溶融する金属までの距離は約9cm(還元炎先端部)から始め、グッと金属を溶かしたい時には4cmぐらいまで寄ります。
ハイパーノズルの先端部を近づけると炎の勢いで金属を押し込んだり、遠ざけすぎると火力が不足して金属が溶融しずらくなります。
※炎の作り方は、目安となります。ご使用される金属によってお客様にて調整をお願いします。
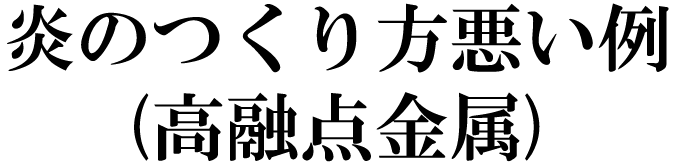
パワーノズル(12穴)の場合
パワーノズルにはエアーブローの長さの目安としてパワーノズルの先端から5mmと8mmの位置にライン加工を施してます。
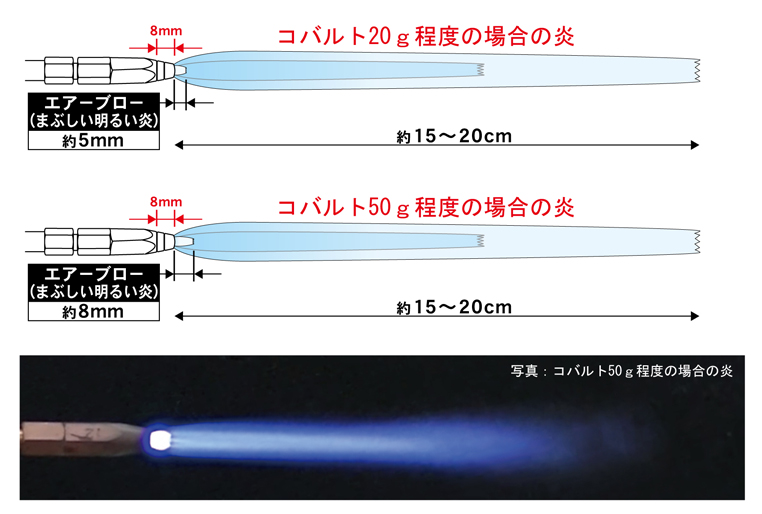 ①プロパンガスバルブ(赤)のみを開いて着火させ、その後炎が消えないように酸素バルブ(黒)を開き、最初は炎が大きくなりますが、さらに開くと小さく絞れてきます。酸素を開いていくことで、炎の全長を絞り込み約15~20cm程度にします。
①プロパンガスバルブ(赤)のみを開いて着火させ、その後炎が消えないように酸素バルブ(黒)を開き、最初は炎が大きくなりますが、さらに開くと小さく絞れてきます。酸素を開いていくことで、炎の全長を絞り込み約15~20cm程度にします。②再度プロパンガスバルブ(赤)を開き、さらに酸素で炎を約15~20cm
③炎全長が約15~20cmの時にエアーブローの長さがご希望の数値になるまで②を繰り返しおこなってください。
④パワーノズルの先端から溶融する金属までの距離は約4~5cmを保ってください。パワーノズルの先端部を近づけると炎の勢いで金属を押し込んだり、遠ざけすぎると火力が不足して金属が溶融しずらくなります。
※炎の作り方は、目安となります。ご使用される金属によってお客様にて調整をお願いします。